浏览数量: 33 作者: 本站编辑 发布时间: 2022-02-21 来源: 本站
以难加工材料 TA15 钛合金为研究对象,采用正交试验设计方法,研究内排屑深孔钻削钻头断屑槽圆弧半径、机床主轴转速和进给量在钻削过程中对切屑形态的影响规律。
试验表明:钻头断屑槽的圆弧半径是影响切屑形态的主要因素,机床主轴转速和进给量为次要因素;优化后的工艺参数选取断屑槽圆弧半径为0.8 mm,主轴转速为 255r/min,进给量为 0.45mm/r 时,切削过程平稳,排屑顺畅。
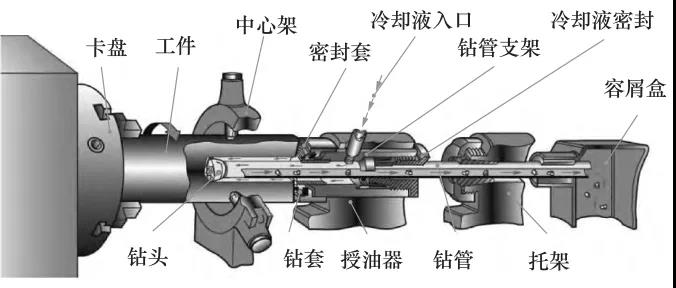
BTA 加工系统
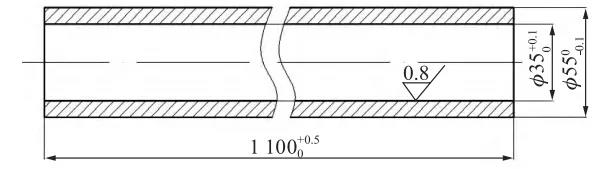
工件示意简图

TA15 钛合金的化学成分 %
TA15 钛合金的机械和物理性能

试验设备图

ϕ30mm 单刃内排屑钻头几何参数
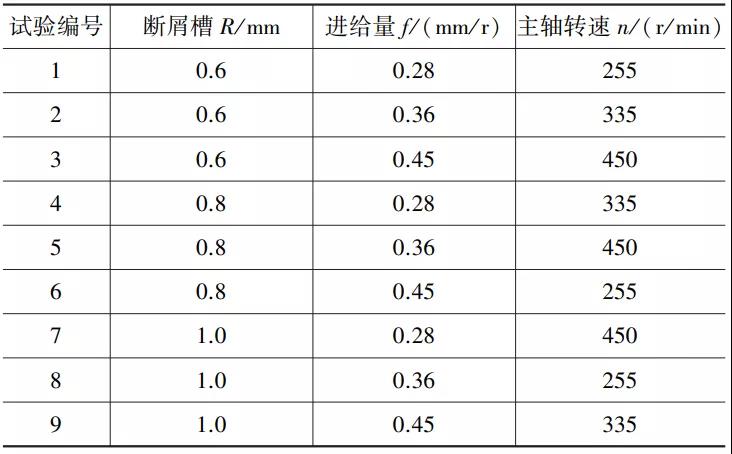
正交试验设计表
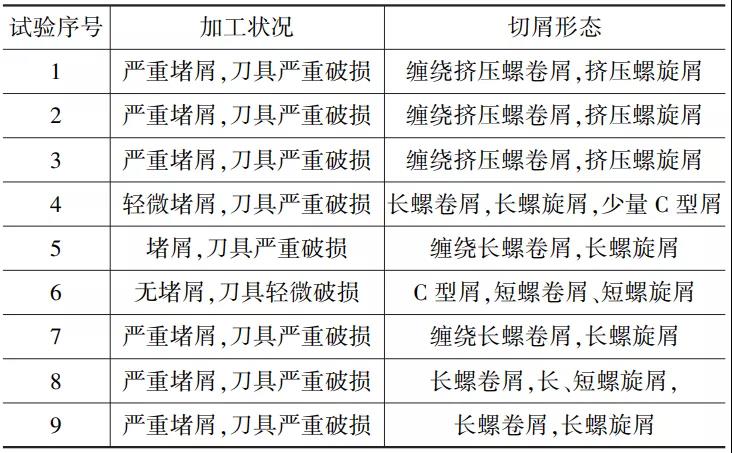
试验加工情况表
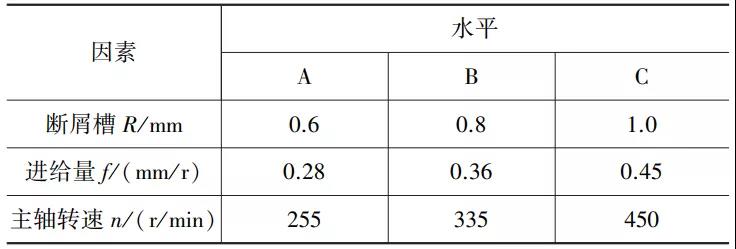
因素水平设置
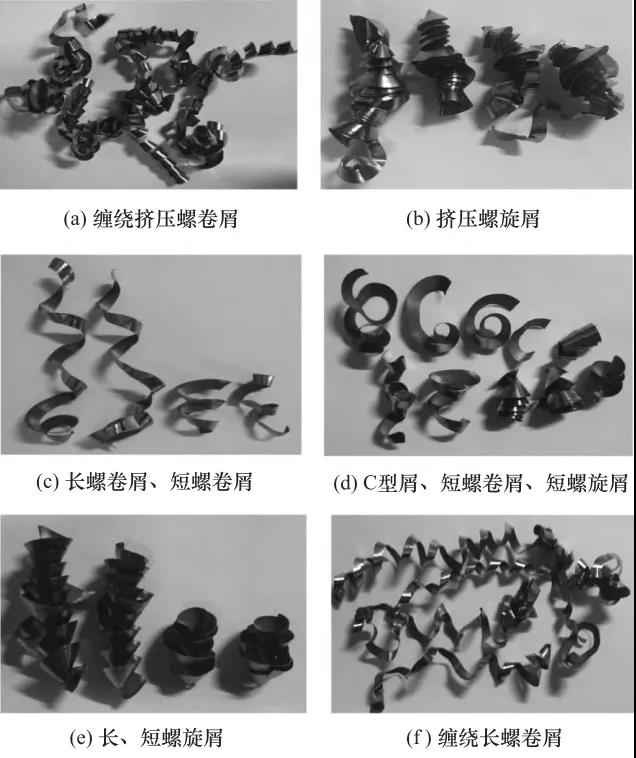
切削形态

